技术中心
王胜男 高占滨 蒙延伟
摘 要:针对轧机滚子轴承端面油槽加工中存在的困难,设计了相应的夹具和刀具,圆满地完成了加工任务。
关键词:轧机滚子轴承;油槽;等分盘;定位
1 前言
轧机滚子轴承滚子与滚道为线接触,径向承载能力大,适用于承受重负荷与冲击负荷。摩擦系数小,适合高速转动,极限转速接近深沟球轴承。该轴承可轴向移动,能适应因热膨胀或安装误差引起的轴与外壳相对位置的变化,可作自由端支承使用。对轴或座孔的加工精度要求较高,轴承安装后外圈轴线相对偏斜要严加控制,以免造成接触应力集中。内圈或外圈可分离,便于安装和拆卸。
2 加工情况分析
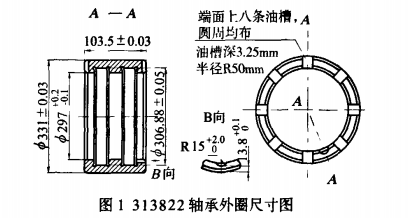
新产品313822、313824轴承外套在其他单位已完成车工工序加工。此产品外径尺寸φ330mm和φ390mm,每件重量在19kg左右,需要铣工在两端面各加工8等分R75mm油槽。该油槽精度要求较高,尺寸和等分精度、对称性等形位公差都要求在0.05mm以内,光洁度达到Ra1.6,加工难度较大,类产品从未加工过。313822轴承外圈尺寸如图1所示。
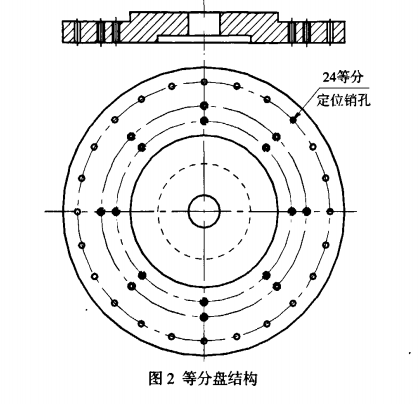
在加工试件时,采用分度盘装夹,用书150三面刃铣刀加工弧面。由于铣刀阻力大,分度盘产生间隙,光度不好,容易卡伤,造成废品,而且加工效率低,生产进度无法保证。针对这种情况,自已研制夹具和刀具,先后设计了等分盘( 如图2所示) 、定位盘、定位块、螺丝、压板、定位销等,圆满地完成了该类型产品的加工。
3 加工外套油槽时的装夹定位
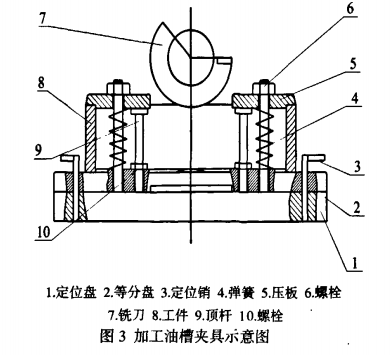
夹具加工完成后,先将轴承外套画出围线和十字线,装在等分盘上。此夹具自动定心,不易夹伤工件,装夹牢固。一批产品只需画出一个产品线,减少了画线工序,同时节省搬运时间,减少了劳动强度,解决了装夹和等分问题。加工第一面油槽夹具如图3所示。
4 翻面加工法
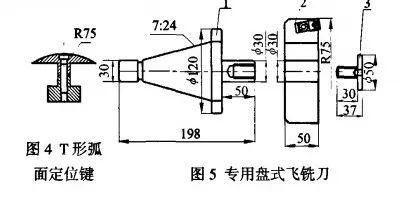
用夹具加工出单面8等分油槽后,需要把另一端面的8等分油槽加工出来。为此,设计了翻面加工用定位装置,解决了两面的位置对称问题。设计制做了与R75mm油槽相对应的T形弧面定位键,如图4所示,并镶到床面T形槽内。利用定位块的弧面与已加工面的油槽配合,确定了两面的对称关系。在位置方面,利用固定在床面上的压板,结合工件上的十字线,确定工件在机床上的加工位置。用此方法加工,每天能加工出60~80件产品。
5 刀具制造
若想加工产品快,质量好,还需在刀具和走刀量上下工夫,如图5所示。原先采用材质是工具钢的三面刃铣刀,现采用YTl416×16合金刀片改制飞盘旋铣刀。此刀耐用性强,减少了检查测量次数。飞盘旋铣刀在X61W设备上加工时旋转速度为600r/min,进给量680mm/min。每天加工单面60—80件产品,大大提高了生产效率。
6 结束语
通过夹具、刀具的设计,圆满地完成了轧机滚子轴承端面油槽的加工,尺寸精度和几何、位置精度符合要求,加工效率比分度盘装夹加工提高十倍左右,为加工该类产品打下坚实基础。
(来源:哈尔滨轴承)


