技术中心
(来源:飞翔的云,版权归原作者或机构所有)
前言
立磨磨辊润滑系统,对立磨的运行也非常关键。它能持续地给磨辊轴承进项冷却和润滑,进而保证磨辊轴承寿命和立磨运行的持续性和稳定性;但是目前国外引进的技术原理,也有自身的缺点和不足之处:比如:回油不好及回油泵寿命变短、回油不好造成磨辊内压力偏高,造成磨辊轴密封泄露、回油不好造成冷却效果变差后轴承温度升高等等。如何继续提升其优点,解决缺点或短板的问题,成为今天探讨的主题。探讨一点新的技术和方法,来改进和提升轴承的冷却、润滑效果。
一、目前磨辊润滑站的分类及区别、优点
目前广泛使用的磨辊润滑站有两种。一种是自吸式,也叫真空负压泵式回油。另一种是吸油泵回油。前者利用复合套管,给油泵的高压高速油流经符合套管内部,使回油管内的空气被油逐步拍走到油箱内,进而逐步使管道内部达到真空的时候,这时候外部大气压便经过空气滤清器是磨辊内油池内油,经过回油管回到位置较低的油箱。属于一种真空自重回油。该技术起源于德国,后续日本宇部等公司把该技术优化后广泛利用。如下图所示:

另一种是采用油泵主动回吸的形式。即每一个磨辊对应一台回油泵。通过齿冷泵或者螺杆泵等逐步排干关内空气,也是经过大气压和泵作用力下真空回油形式。如下图所示:

二者的区别:
1、从压力上来说:真空负压泵的压力一般略低于-0.02MPa,而泵回吸油压力更好,一般为-0.02~0.03MPa左右;
2、对油的粘度要求:真空负压泵对油的粘度要求比较高,一般适合于黏度低于320以下的复合或合成齿轮油;直吸回油形式,因为泵有动力,可以使用黏度320-640之间的齿轮油。
二者的优缺点:真空负压泵回油,无须动力源,具有维修周期无限长的特点,故障率几乎为零、零能耗的优点。不足之处:温度低工况下,对高粘度油回油兼容性比较差。泵直吸回油,具有可以兼容高粘度油,回油更快的特点。但是具有泵更换周期短的情况。一般常见的是泵的轴密封漏油情况比较普通;同时有一定量的能耗。
二、立磨润滑站的缺点及改进方向与办法
1、真空负压泵的缺点是对油的粘度兼容较差。可以在油箱安装加热器,同时给回油管安装保温护套,开机前提前人工手动开启加热器。提前通入热风,提升磨内温度。带启动油温达到要求后,再开启油站。同时尽可能用220及以下粘度的复合齿轮油。
2、采用泵回吸式的,保证吸油泵低于油箱,同时选型的时候选带润滑油口及润滑回油口的泵。尽量选质量优异的泵,泵轴密封应该为氟橡胶材质(耐热温度可以到≤120℃)的更佳。同样,尽可能提前开启加热器和磨辊先升温为佳。
三、磨辊润滑站的使用建议与新技术探讨
3.1 磨辊润滑站的工况
本人长期观察和维护经验结合分析,磨辊轴承为低俗速运行轴承。但是工作环境温度高。因此轴承本身的发热量低,但是环境温度高,升温较快。因此冷却的需求大于润胡。因此磨辊润滑站的回油速度及流量很关键。其次,磨辊轴承的自然损耗主要以铁粉为主,因此周期性(比如约定每周或两周内)清理管路上磁滤器内的铁粉,清理油站内部设置的磁化棒上铁粉很关键。可以在维护卡上写好上次维护时间,提醒维护人员下次及时在线清理。
3.2 使用建议
使用低粘度的复合齿轮油。高粘度油确实对轴承的润滑效果更好,但是轴承的实际是冷却为第一需求。因为不管是自吸式还是真空负压泵回油的形式,都不建议使用过高粘度的液压油。尤其北方(冬天温度低于零度以上的时间较多的地区)不建议使用高粘度的复合齿轮油(推荐:夏天320#及220#齿轮油;冬天使用220#及150#粘度合成齿轮油)。高粘度齿轮油,一旦遇到低温回油不好,容易造成自吸式回油泵的轴密封超温烧毁造成漏油,增加维护成本。同时空气滤清器也会漏油,污染环境。真空式负压回油,容易使油从空气滤清器跑油,污染环境。
一旦进油的速度大于回油速度,空气滤清器位置较高,势必使磨辊油池内的压力逐步升高,容易引起磨辊轴密封泄露。实际上很多时候,轴密封泄露并不是轴密封(斯特封+精加工耐磨轴套)的质量不行,而是因为轴封超压造成的泄露。一旦回油良好了,油池内液位下降到合适位置时候,压力下降了,密封效果就出来了。因此高粘度齿轮油,更容易造成轴密封泄露和寿命短的可能。
3.3 新技术探讨
针对以上讨论可以看出:如果能跟踪磨辊油池内的液位的时候,那么就可以用变频伺服系统来?制润滑(每个辊1个给油泵、1个回油泵模式)。
1、给磨辊内配置相应的两位液位计。当磨辊内的油位高于常规需求高度值的时候,给油泵减速工作,回油泵提速运行,但液位低于常规安全值后,回油泵减速到常规速度运行。给油泵提速运行。确保液位在安全范围内即可。
2、当温度超过常规要求温度,比如55℃时候,自循环泵启动,径管式或板水冷器强制冷却,低于45℃后自循环泵停止工作。
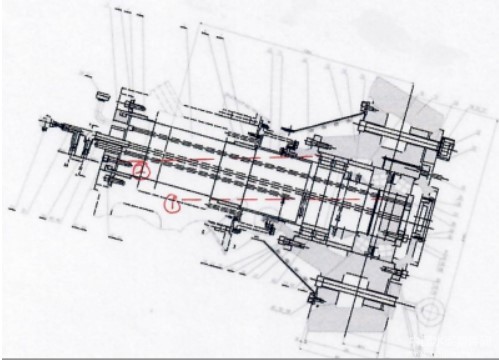
3、油站内部设置底油位报警开关。当油位低于常规值大于油位的时候,可以提示黄色报警。提醒维护人员检查是否存在磨辊密封漏油情况。低于常规安全值刻度后红色报警,要求停机。提醒维护人员停机检修漏油情况。恢复以后,信号消失后,再重新开机。磨辊内部结构示意图如下所示:
另一个办法是跟踪油箱为液位高度。
1、如果油箱油位高位平常值,可以加大给油量。直到油位到正常值为止;
2、如果油箱油位低于平均值,可以开大回油量。直到油位到正常值为止;
3、如果整个过程超过15-20分钟还没平衡,需要给出黄色报警。提示检查是否磨辊轴密封或者轴承端盖密封泄露的可能。


