技术中心
陈震华
(杭州市轻工技工学校)
现代机床主轴部件的刚度,是反映主轴部件结构性能的主要指标,它综合反映主轴和轴承的变形,直接与机床加工精度有关。而高速主轴是机床的关键部件之一,因此设计高精度数控机床的主轴组件时,更应满足高刚度的要求。主轴部件的刚度大小通常以使主轴前端施加一定作用力,在力的方向上所产生的位移来衡量。这被称为端部“挠度”的位移,是设计主轴部件的重要参数,许用挠度的大小对主轴部件的刚度有决定性影响,也决定机床的使用性能。笔者在此用统计、计算和实测分析比较的方法,讨论现代机床(包括数控、精密和通用机床)主轴的许用挠度问题,论证了目前常用的许用挠度式在应用中存在的局限性。
一、[y]=0.0002L式的来源
目前,主轴部件刚度的许用值大多是取主轴端部的位移、前轴承处的转角、齿轮啮合处的转角和不产生颤振的切削宽度等几个方面常用一些经验数据和公式来确定,尚未作出统一规定。其中,在主轴端部位移方面,往往用下列内容来控制:
第一,精加工机床主轴端部位移不超过主轴允许径向跳动的三分之一;
第二,一般机床用主轴端部挠度[y]=0.0002L。
到目前为止,许用挠度在我国的应用依旧比较广泛,各类学校的教材中还经常引用该经验公式。我国大多数机床研究方面的教材内容都来自前苏联,其中前苏联的烈歇托夫和阿切尔康等早年对轴和主轴许用挠度做过权威论述。
二、典型机床的挠度计算值
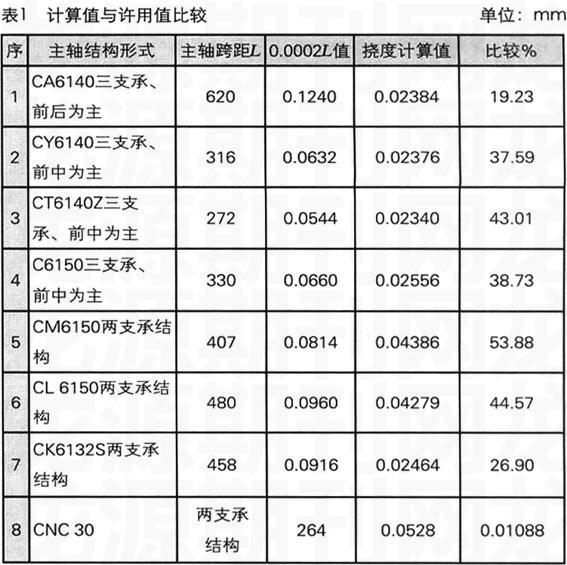
由于机床的主轴类型很多,为了选择结构和性能较典型的示例来说明问题,特用几台典型车床的主轴端部挠度计算为例。在计算过程中,根据支承的形式不同,分成如下三种计算形式:两支承结构形式;三支承结构,以前中支承为主要支承;三支承结构,取前后支承为主要支承。
通过计算得出典型主轴端部挠度计算结果详见表1,并与[y]=0.0002L许用值作比较。
为了便于比较、分析,计算时每种类型主轴组件都作如下简化:主轴为等截面,其直径取平均直径;主轴支承只考虑径向轴承刚度,略去推力轴承的抗弯能力;机床主轴前端承受的额定载荷取4900牛顿;静刚度计算,略去传动力。
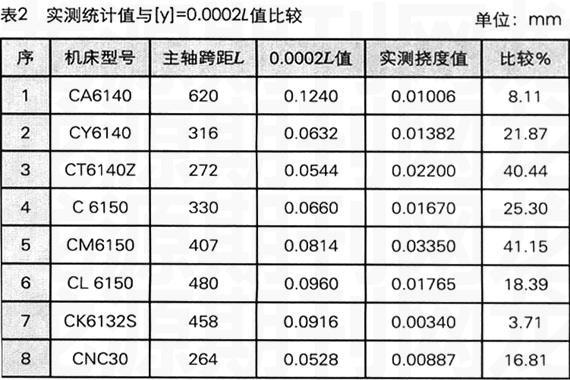
为了便于分析,特选已进行挠度计算的八台车床为例,进行实测挠度值与许用值[y]=0.0002L值作一比较,得到表2结果。
三、相关分析
由上述统计、计算表1和表2表明,用许用挠度[y]=0.0002L式许用值过大,缺乏实际意义。因而,用它来控制主轴端部位移是不适当的。
从历史背景来看,根据上个世纪四五十年代的研究成果,当时的生产水平决定了机床的刚度要求相对还较低。烈歇托夫和阿切尔康都是从齿轮传动轴的刚度要求出发的,又主要是指轴承之间的挠度,且没有对精加工和半精加工机床的挠度作分析。近年来俄罗斯出版的设计教材,己经删去了[y]=0.0002L这块内容的论述。说明随着生产水平的提高和设计实践,己反映该式存在着很大的局限性,不宜再作为许用挠度的计算标准了。
生产实际表明,评价主轴刚度应以使用性能为基础,对于不同用途(主要指加工精度)的主轴对其变形要求也不同。对精加工和半精加工机床的主轴,主轴刚度应以保证工件加工精度为基础。由于主轴端切削点的挠度直接影响加工精度,因此变形应指主轴端挠度,即主轴刚度应以其轴端刚度作为衡量标准。通常应该取主轴允许径向跳动δ的1/3,在设计主轴时,主轴允许径向跳动δ通常规定为尺寸公差△的1/3。因此,精加工和半精加工的机床,主轴端许用挠度[y] ≤△/9。对粗加工机床的主轴,主轴刚度应以保证主轴传动件正常工作为基础。由于主轴支承中间的挠度影响传动齿轮工作,一定程度上反映主轴前后轴承的转角,因此变形应指轴间挠度,即主轴刚度应以其轴间刚度作为衡量标准(按齿轮传动轴的刚度要求,取[y]=0.0002L,两者不能混用)。
[y]=0.0002L式,是以齿轮传动轴的刚度要求出发的,是满足齿轮正常工作条件的轴间许用挠度,它不能作为主轴端部挠度的许用值,更不能作为精加工和半精加工机床主轴的挠度控制条件,只能作为粗加工机床主轴的轴间挠度控制条件。主轴刚度许用值要以使用性能为基础,并由此确定有关主轴参数。
来源:《职业》
(版权归原作者或机构所有)


