技术中心
立磨机是世界上公认的节能高效型磨矿设备,立磨机因具有塔式结构、安装面积小、动载荷低、振动小等特点,已广泛应用于有色金属、黑色金属和非金属矿的再磨及细磨作业中。
一、为何立磨机的能效高?
大型立磨机主要由筒体、螺旋搅拌器、传动装置和机架等组成。立磨机的立式结构能够提高研磨能效。在立磨机中,螺旋搅拌器慢速转动,速度不会使介质流态化也不会发生重力沉降。立式结构利于颗粒的内部微分级,减少过磨,因此,提高了效率。
另一方面,立磨机主要施力方式为摩擦研磨,不需要大尺寸球。因此,磨机可以加入相对较小的介质,使其研磨面积比相同负荷的球磨机提高3倍。
二、立磨机的研磨作用如何产生?
立磨机的研磨作用主要发生在两个区域,一是螺旋叶片上的区域,二是螺旋叶片外缘和筒体内壁组成的环形区域。两个区域的磨剥作用主要有三种:① 磨矿介质间的研磨;② 螺旋叶片与磨矿介质间的相互研磨;③ 筒体内壁与磨矿介质间的磨剥。
三、立磨发生振动的原因?
预热不足引起的振动。预热不足,输入磨机内的热量将有部分被磨体吸收,造成热交换不充分,热平衡被打破,物料在磨盘上的摩擦力增大,流动性降低,料床板结成块,被磨辊碾压过的物料出粉率下降,无法被热风带离磨盘,导致料床波动,引起振动。
给料量不足引起的振动。立磨的产量可在一定范围内调节,但当给料量过低时,磨内水分降低,吸收热量低于供给热量,物料被快速烘干,料床塑性降低,不易形成稳定料层,引起振动。
过粉磨引起的振动。原料易磨性提高、 碾磨压力过高、 分离器转速过高都可能引起磨盘上方悬浮细料增多,含尘气体密度增大,导致颗粒之间发生碰撞的几率增大,分离器的选粉过程受到干扰,达到细度标准的物料无法被带出立磨,物料平衡被打破,料床上细料比例提高,引起振动。
其他可能引起振动的原因:测振元件失灵;辊皮松动和衬板松动;喂料量过大、过小或不稳;系统风量不足或不稳;研磨压力过高或过低;选粉机转速过高;喷口环堵塞严重等。
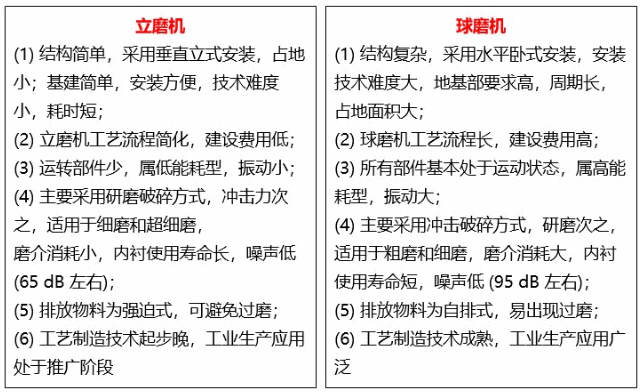
四、立磨机与球磨机相比有何优势?
立磨机与球磨机工艺特征对比
五、分级区速度场对立磨选粉机分级性能有何影响?
分级区速度场对立磨选粉机分级性能有很大影响,分级区速度梯度过大会产生较大的黏性力,改变颗粒的受力,使颗粒的运动轨迹产生偏离,进而降低选粉机的选粉精度和选粉效率。
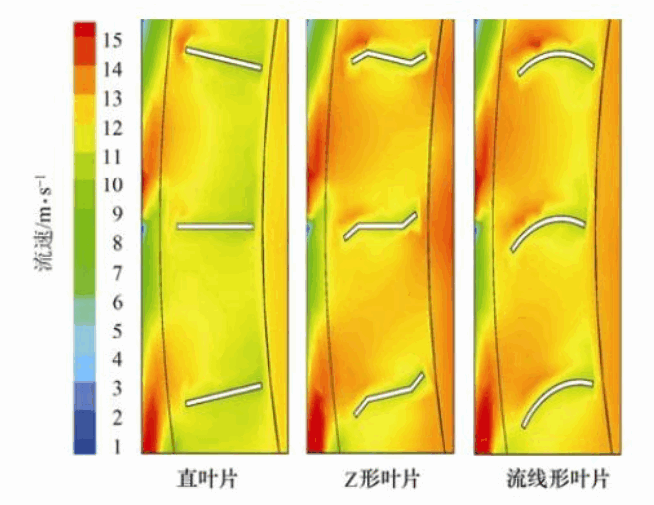
3种叶片结构转笼分级区速度云图
直叶片结构的转笼分级区平均速度较低且存在较大的速度梯度,分级性能较低。Z 形和流线形叶片结构转笼分级区速度场较优,分级性能也较高。采用Z形和流线形叶片结构有利于增大分级区速度大小并减小速度梯度,提高分级精度和分级效率。考虑到流线形叶片加工难度,实际生产中,处于成本考虑,建议使用Z形叶片结构。
六、矿渣立磨减速机的常见故障有哪些?
扭矩信号检测减速器监测故障。立磨机设备中每一部件,尤其是重要部件都有属于其自身独特的啮合频率和转动频率,这就为通过扭矩信号来判断部件各种频率是否正常,是否发生了故障提供了理论依据。
利用扭矩检测系统对矿渣立磨减速机运行状态和重要部件进行检测,同时获取对应的扭矩曲线频谱,通过对扭矩曲线和频谱分析,查看减速机是否存在明显的有规律的振动,若有则初步判定发生故障的对象和位置,然后再进一步对故障进行分析,包括部件损伤程度、磨损情况、变化趋势等,并根据扭矩提供检测信息作出适当的检修安排,及时将故障解除。
轴承故障的检测及诊断。将立磨减速机拆解,对各级行星所有轴承进行仔细检查,若发现部分或全部轴承损坏,如轴承滚珠或内圈、外圈易发生严重的剥落、点蚀,保持架断裂、严重磨损,行星架上有许多细小的、片状的铁屑,则可确定减速机轴承发生了较为严重的磨损、损坏。在检测过程中,若发现减速机各级行星架或轴承表面存在锈蚀现象,则需要对齿轮润滑油进行抽样检测,若检测结果显示润滑油水分变大,则表明有水渗入润滑油,造成减速机轴承和行星架发生锈蚀,引起减速机轴承损坏故障。
七、矿渣立磨磨辊辊套耐磨层脱落的原因
目前国内专业厂家的耐磨工艺技术已经很成熟,主要问题可能集中在由于结构导致的堆焊耐磨层脱落。可能原因是铸件基体结构不同,耐磨层厚度不同,使用中由于磨机?动导致耐磨层脱落或者耐磨层很快被磨出沟槽。
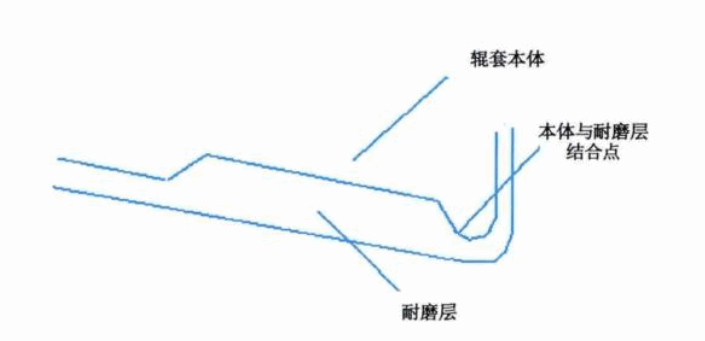
耐磨层脱落或被磨出沟槽示意图
本体与耐磨层结合点部位尺寸过低,导致耐磨层厚度过厚,使用中很快会脱落掉块。本体与耐磨层结合点部位过高,导致耐磨层厚度过薄,使用中耐磨层又会很快被磨出沟槽,从而损坏本体,导致磨机研磨不充分,影响磨机产量,而且难以修复。
八、立磨磨辊轴承润滑油起泡的原因是什么?
油品起泡的原因是多种多样的,可归纳为两大类:油品本身和外界因素影响。
油品本身的因素包括:油品中的抗泡剂消耗殆尽;油品发生氧化变质等。
外界因素主要包括:设备及使用方面和外界污染物质。
回油孔距离液面过高,回流的润滑油冲击液面导致起泡;回油孔距离出油孔过近,油箱容积过小,油品循环速度过快导致油品没有一定时间释放空气导致的起泡;油泵漏气,导致系统中被带入过多的空气导致的起泡等,都属于设备及使用方面的问题。外界污染物质:碱性物质、皂类物质;多孔性的灰尘、物料会吸附消泡剂等。
九、立磨磨辊轴承失效原因是什么?
通常轴承失效一般表现:
接触疲劳失效。形成过程及后果是:点蚀→麻点剥落→浅层剥落→深层剥落。
磨损失效。形成过程及后果是:磨损→形状变化→配合间隙增大及工作表面变化→润滑剂污染→润滑功能丧失→轴承丧失旋转精度。
断裂失效。主要由过载和缺陷两大因素影响。当载荷超过强度极限时会发生过载断裂。轴承零件的微裂纹、缩孔、气泡、大块外来杂物、过热组织及局部烧伤等缺陷在冲击过载或剧烈振动时也会在缺陷处引起断裂。
轴承游隙变化失效。由内、外在因素共同作用导致配合间隙改变,进而造成轴承精度降低,以致造成“咬死”现象。外因主要指过盈量过大、安装不到位、温升引起膨胀量、 瞬时过载等;内在因素主要有残余奥氏体和残余应力处于不稳定状态等。
圆锥滚子轴承损失的原因可能是轴承质量问题;轴承装配问题;使用问题或者密封损坏、进灰。
十、立磨产量低的原因?
立磨机的磨矿机理非常复杂,各种参数如立磨机的结构参数有螺旋直径、螺距大小(螺旋升角大小),运行参数有磨矿介质大小、介质填充率、运行转速等发生变化都会影响磨矿效率。
立磨产量低的原因有:磨辊及磨盘衬板磨损、挡料环的磨损、喷口环的磨损、入磨物料的性能、系统漏风。
除了以上因素外,影响立磨产量的因素还有很多,如混合料结构导致物料离析、风量大小控制、热风温度控制、配料控制等等,都会影响立磨的产量。在实际生产中,应根据本厂的具体情况分析,针对解决。立磨能否平稳高速运行,对磨机的粉磨能力有着直接的影响。在立磨使用过程中要适时检查和修复立磨,使磨机平稳高速运行,发挥磨机的佳粉磨能力。
(来源:粉体网)


