技术中心
1.背景
滑动轴承具有结构简单、尺寸小、精度高、振动小、可以承重载等优点。在保证液体润滑而非干摩擦的条件下,可以长期在设计转速下运行,所以滑动轴承在炼油、化工机器中的应用极广。尤其是可倾瓦型滑动轴承的瓦块可以自由摆动,与轴颈同步位移,在工况变化时总能形成佳油膜,油膜稳定,抗振性能好,不易发生涡动和油膜振荡,可增加转子的稳定性,故广泛用于化工厂各种重大机组。但是可倾瓦滑动轴承的间隙大小直接影响着轴承的运转状况,由于轴承间隙调整不当造成轴承损坏的案例很多。

某氮压缩机机组时发现蒸汽透平径向轴瓦疲劳损坏,如图,经分析和验证轴瓦损坏的原因是轴承间隙过大。
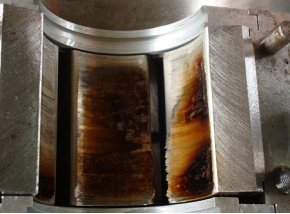
某燃料气压缩机机组GB351,在解体增速器时发现高速轴径向轴瓦烧毁严重,如图,经分析和验证轴瓦损坏的原因是轴承间隙过小。
由此可见,径向可倾瓦型滑动轴承的间隙测量与调整是转动设备安装与检修的重中之重。
2.径向可倾瓦型滑动轴承间隙测量的几种方法对比
经统计与实际摸索,径向可倾瓦型滑动轴承的间隙测量方法有四种:压铅法、抬轴法、推轴法、轴规法,具体操作方法和各自特点如下;
1)压铅法:操作方法是在机体上直接将径向滑动轴承的上半部分拆下,将铅丝均匀放在轴颈上半部,然后回装上半部分滑动轴承,用轴瓦和轴颈将铅丝压扁,然后测量铅丝被挤压厚度即可得到轴承间隙值。其优点是操作简便,不用将整个轴承从机体中拆下就可以实现测量轴承间隙。其缺点是测量可倾瓦滑动轴承时,由于瓦块可以自由摆动,故测量数值不均匀,误差较大,不能测量单个瓦块在轴承体中的同轴度。
2)抬轴法:操作方法是在不拆卸轴承的情况下,用起轴器或者手动葫芦将转子轴颈轻轻抬起至与轴承上瓦完全贴合(绝不可以直接使用吊车直接操作),再放下轴颈与下瓦完全贴合,用百分表测量出这两个位置的距离差值,就是轴承间隙。其优点是操作简单,不用拆解轴承,直接在机体中就可以实现测量轴承间隙。其缺点是由于需要将整个转子抬起,操作方法笨重,对设备本身易造成损伤;如果测量轴承内部结构比较复杂,测量数据不准确,不能测量单个瓦块在轴承体中的同轴度。
3)推轴法:操作方法是先制作一个轴颈基本尺寸与转子轴颈相同的假轴,将整个轴承拆下,安装在假轴上,配合百分表进行推拉测量即可得到轴承间隙。其优点是测量准确,并可以同时测量出单个瓦块相对于整个轴承体的同轴度。其缺点是测量稍微复杂,需要一定的计算能力。

4)轴规法:操作方法是首先制作出直径间隔为0.02mm的假轴若干根,然后利用通止规的原理依次将假轴通过轴承,轴承在哪一个假轴上感到既不松动又能转动,就可测得轴承的内径为该假轴尺寸。
以基本尺寸为Φ80mm的轴承为例,设轴承和间隙分别为0.12mm和0.16mm,则轴承的内径设计尺寸应该在Φ80.12mm到Φ80.16mm之间,
首先我们需要制作出直径间距为0.02mm的假轴3根,即Φ80.12mm、Φ80.14mm、Φ80.16mm的假轴各一根,
然后将假轴依次塞入轴承,如果Φ80.12mm的假轴不能通过轴承,说明此轴承直径小于Φ80.12mm,轴承间隙过小;
如果Φ80.16mm的假轴能轻松通过,并且还有间隙,则轴承直径大于Φ80.16mm,轴承间隙就过大,也不合格;
如果Φ80.14mm的假轴塞入轴承后,轴承在假轴上既不松动又能转动,则轴承间隙符合标准。
为了节省材料,也可以将多根假轴依次制作在一根轴上,形成一根阶梯轴,形状很像冷兵器时代的作战兵器--鞭,叫做鞭轴。此方法优点是操作简便,测量准确,配合百分表还可以测量单个瓦块在整个轴承中的同轴度。其缺点是制作假轴或鞭轴需要花费一定的费用。
3.结论
可倾瓦型滑动轴承间隙测量是转机设备检修和安装的一项重要工作,以上几种方法各有所长,主要是工作人员要因地制宜,根据实际情况选择适合的操作方法,精确测量,才能够保证设备的安装和检修质量。
来源:化工技术宝典
(版权归原作者或机构所有)


