技术中心
此次修复的球磨机是陶瓷行业的细磨设备,适用于湿法球磨长石、石英混料等,属于湿式间歇操作法,球磨机筒体内装有内衬(石材或橡胶衬,用户自备),并装有研磨体。被磨物料和适量的水从入料口加入,筒体旋转时,研磨体在离心力作用下,与筒体一起旋转,当研磨体被带到一定高度落下时,筒体内的物料受到研磨体的碰击和研磨作用而被粉碎。

现场情况说明
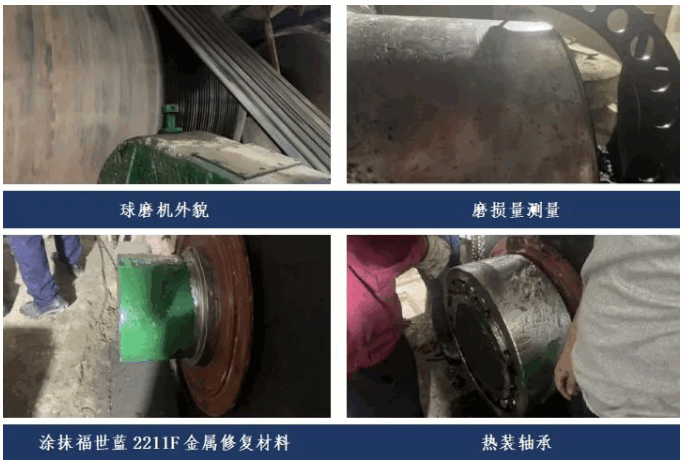
该球磨机为陶瓷建材公司设备,球磨机型号:QMP-4000-7600球磨机(装载量60吨),轴承位φ380mm,磨损宽度200mm,磨损量处达2mm(直径)。分析后认为造成轴承位置磨损的原因为:预紧力不足或松动造成轴承内圈出现相对运动及窜动,导致轴径磨损。
修复工艺分析
01 补焊或刷镀工艺
将设备拆卸后运至机修厂进行补焊机加工处理,该方法停机时间较长,而且补焊处理容易造成热应力,导致轴变形弯曲,造成不可逆的伤害。
刷镀处理一般对镀层厚度有要求,无法达到厘米级的厚度。
以上修复工艺无法在短期内实现设备开机运行,并且该球磨机不具备拆装运输的条件,因此以上方案显然达不到此球磨机轴磨损的修复要求。
02 福世蓝现场修复工艺
针对该轴的磨损情况,确定了使用福世蓝高分子复合材料现场修复的方案,该方案可以可根据设备转速、轴承型号、使用要求等参数选取不同的轴承位修复工艺。
此次结合现场轴承位磨损情况,选取了使用铜皮辅助多点垫高的修复工艺进行现场修复,然后涂抹材料后直接安装轴承完成修复工作。
该方案具有修复时间短、修复精度高、修复成本低、对设备无二次伤害、易于操作等特点。
现场修复步骤
1. 表面处理:首先将磨损位置进行烤油处理,去除渗入到金属微孔内的油脂;
2. 打磨:使用砂纸、磨光机将磨损位置进行打磨处理,并用酒精或丙酮清洗干净;
3. 铜皮多点定位:根据实际磨损情况加垫铜皮支撑直至尺寸合适;
4. 调和材料:按比例调和2211F材料并搅拌均匀直到没有色差;
5. 涂抹材料:使用2211F材料将磨损位置填平并略大于磨损量;
6. 刷涂脱模剂:轴承内圈刷涂脱模剂,晾干备用;
7. 装配:热装轴承;
8. 材料固化:24℃/24h,材料温度每上升11℃固化时间缩短一半。
现场修复步骤
通过此次修复,再次证明了使用福世蓝高分子复合材料搭配修复辅助工装可以很好地解决设备的传动部位磨损问题,福世蓝现场修复工艺具有较高的修复精度,可以满足设备的精度要求。
(来源:福世蓝)


