技术中心
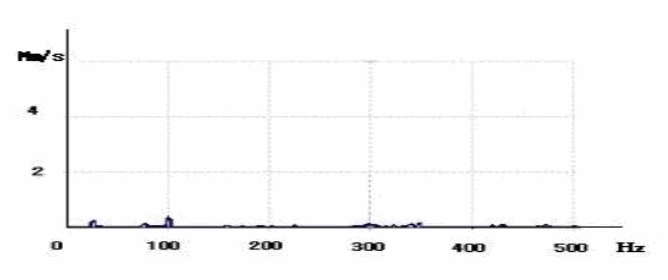
该文章取自网络,分享给大家者供参考,在此谈一点关于轴承跑内圈的个人体会,曾多次在现场遇到轴承跑内圈故障,振动特征也不尽相同,但也有共同之处。不同之处为频谱形态,常见的是工频及大量谐波,大部分谐波幅值接近于基频的1/3~1/2,且3X明显高于其他谐波,甚至超过基频的1/2,但也有个别频谱如文中所示基本为基频振动,这也是转发该文的主要原因;所遇跑内套故障共同特点是,振动不稳定,特别是停启设备后振幅大概率会发生突变,相位无规律变化大约在0~60度范围变化。
轴承跑内圈故障案例分析
1、设备问题
运行期间,发现风机轴承处的振动强度明显增大,振动的速度值超过10㎜/s。而通过近几次的监测结果来看,其相位并不稳定。并且,在停机时进行的实时跟踪监测结果表明:在降速时,振动强度并没有降低,反而进一步增加。遂进行停车处理。对设备检查时发现:定位侧轴承座上半体出现两条尚未贯穿的轴向裂纹。由于缺乏备件,当时对轴承座进行了简单的加固处理,用夹具以及底部焊接在基础上的4条M18的锚螺栓将轴承座加固。经过上述处理后,振动强度有所下降。在接下来的几天中,由于锚螺栓因振动而导致螺母松动,使振动强度又有所回升。在此期间,只要重新紧固锚螺栓。振动的强度就会有一定程度的下降。问题的关键是:究竟是什么原因使转子振动强度增加,并且能够达到如此高的峰值,导致轴承座损坏。只有找到引起振动的主要因素,然后进行针对性的整改,才能从根本上解决这个设备故障。
2、设备结构
轴功率: 400kW;
吸入压力: 常压;
排出压力: 5200 Pa;
排出温度: 20~45ºC;
吸入/排出流量:1593m³/min;
转速为1490r/min。
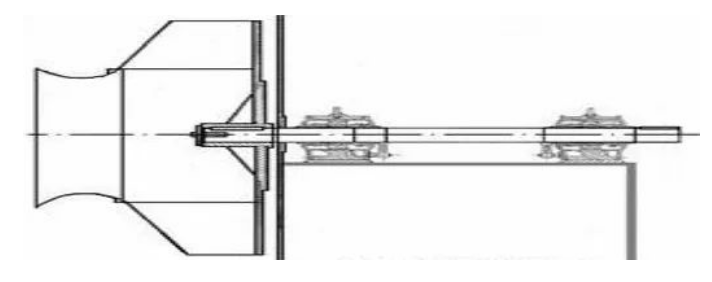
该风机采用悬臂式结构,使用两个独立的轴承座支承转子。风机侧轴承座为转子定位端,电机侧为转子自由端,这样,转子热膨胀就是以风机侧轴承座为零点向两端发生。两支承轴承型号为22222CK + H322为锥孔双列向心球面滚子轴承,具有承受一定的轴向力。该轴承在转子轴上的轴向定位形式是依靠带有外锥面的轴套H322和22222CK轴承的锥面内孔的相互配合,将锁母压紧,使轴承内圈产生轴向位移,使H322轴套锥面发生径向变形,(H322轴套上的轴向沟槽就是使径向变形更容易产生),从而达到紧固的目的。
3、振动分析
(1)振动的主流频率是工频以及工频的高次谐波。
(2)轴承组件的特征频率基本上没有表现,可以在很大程度上排除由于轴承滚动体碎裂、内外圈滑道出现剥落、保持架严重磨损等轴承损坏原因导致的转子振动。由于能够引起工频振动的原因很多,如转子不平衡,部件松动,轴颈与轴承不对中等,必须使用其他判据来辅助判断。
(3)目前的判断可以排除的可能性是转子不对中引起的故障。原因:在各个测振点的各个方向上的频谱图中振动的2倍频成分含量都比较低,且2倍频的谐波成分也不具有峰值。如果转子对中存在问题,那么自由侧的轴承座(离电机较近)的振动强度理论上应稍高于定位侧,而实测数据正好相反。
(4)通过近几次的监测结果来看,其相位并不稳定。并且,在停机时进行的实时跟踪监测结果表明:在降速时,振动强度并没有降低,反而进一步增加。这样,可以认为:转子不平衡并不是引起振动的主要原因。
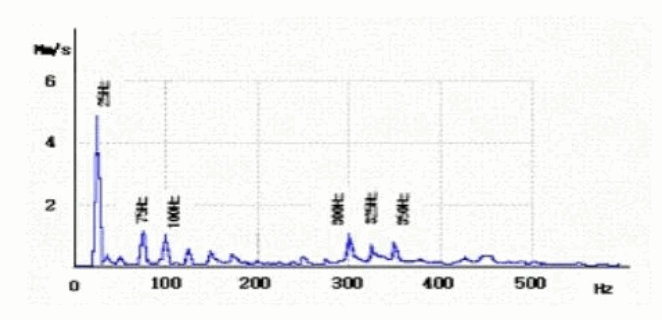
(5)机械松动:其振动形态为非线性振动,振动的时域波形为基波与次谐波、超谐波的叠加,振动相位是不断变化的,并且与工作转速同步。频域表现为除工频有较高的峰值外,1/2,1/3,1/4….倍频等次谐波及2,3,4…倍频等超谐波都有表现。图3中的峰值几乎全都是工频及其谐波产生,工频振动的速度值已达到5.2mm/s。
4、分析结论
(1)根据对频谱的判读,可以基本否定转子不平衡和转子与静止件摩擦这两种可能性;
(2)造成风机振动的主要原因可能是:部件松动,使转子的支承失稳,而轴承本身并没有任何故障;或者是由于轴承本身在外因作用下导致内圈偏心,使振动的强度增加,导致轴承座形成裂纹,进而
5、结论验证
停机检修,首先复查对中,对中情况良好。随后,进行查找性拆卸,在解体定位侧轴承座后发现22222CK轴承的H322锥内套与轴表面产生相对转动,使轴表面严重磨损,深处达0.9㎜。轴套锁紧螺母止退垫的防转片疲劳断裂。更换新转子后,试车情况良好,振动强度大幅下降。