技术中心
王占光
(焦作坚固水泥)
蜗轮蜗杆传动是改变传动方向的传动。装配中,蜗轮与蜗杆的轴交叉90度,传动力矩以0度进入,以90度方向输出。由于在力的传递过程中,产生的压力很大、摩擦严重、产生的热量也较大,为了避免胶合,在材料选择上,因蜗轮转速较低,常选用较软的合金材料,而蜗杆则选用强度较大的钢质材料。
蜗轮与蜗杆的装配必须考虑蜗轮的中心平面与蜗杆轴线的重合,不然就会使得蜗轮偏载,产生严重局部磨损,缩短零件寿命。现以8级精度为例,说明蜗轮蜗杆在安装过程中的允许偏移量。
蜗轮中心平面与蜗杆中心轴线的装配误差的测量,可用标准直尺靠住蜗轮的侧面,然后测量直尺与蜗杆的距离,若分别测得蜗轮四个侧面与蜗杆间的距离相等,就可认为在一个平面内,若测得四个侧面的距离不超过允许误差,就可认为安装合格。
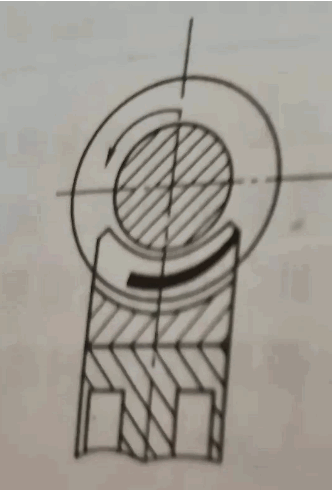
蜗轮蜗杆接触面的检查方法。可以先在蜗杆中部螺旋齿表面涂上红丹油,然后转动蜗杆,使蜗轮转动数周,这样我,蜗轮齿上留下了红丹油痕迹,根据痕迹就可以判断安装正确与否。正确的接触斑痕位置应偏向啮合的脱开侧,如图a所示接触情况。
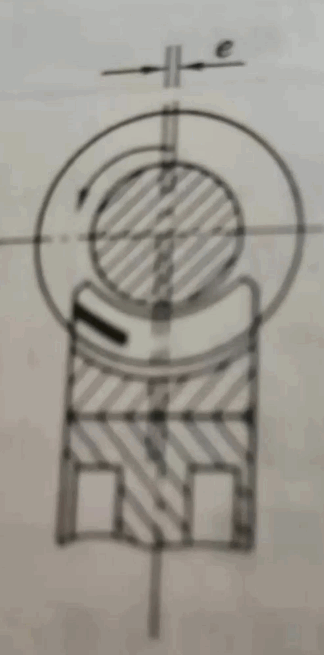
图b的接触斑痕,说明蜗轮的平面中心偏到了蜗杆轴线的右侧,测量出偏离量后,可根据偏离量,在蜗轮右侧加垫,使其中心平面向左侧移动,这样蜗轮中心平面与蜗杆的轴线在一个平面内了。
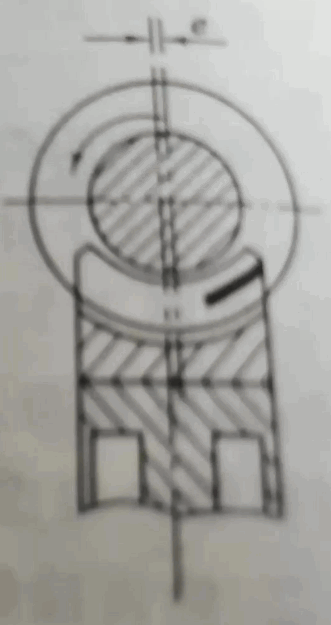
图c说明蜗轮中心平面偏左,可以测量出偏移量后,在蜗轮左侧加垫片,使蜗轮中心向右侧移动,直至蜗轮中心平面与蜗杆轴线重合。
蜗轮蜗杆的接触精度要求,现以常用的7、8、级精度为例,加以说明。
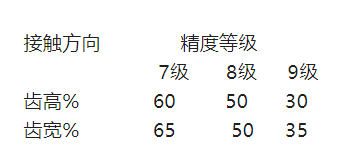
齿面接触的好坏,直接影响零件的寿命和传动效率,除了装配精度的影响外,与零件的加工精度直接相关,若遇到加工精度不足的零件,可以通过齿面的刮研来提高其接触精度,即改善接触位置和接触面积。
蜗轮、蜗杆的齿侧间隙检查。检测时,先盘蜗杆使其接触面贴合,然后用塞尺测量非接触面即可。间隙的大小应符合以下要求。
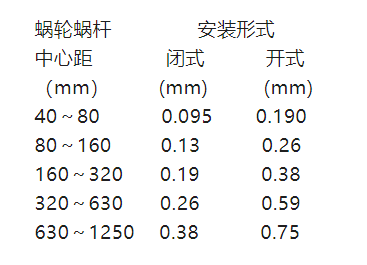
结束语,以上是蜗轮蜗杆传动装配精度的基本要求,除了蜗轮中心平面与蜗杆轴线在一个平面内、接触位置正确、接触高度与宽度符合要求外,还要控制蜗杆的轴向串动量不得大于0.2毫米。由于水平有限,错误之处难免,望大家批评指正。
(来源:智慧水泥)
(版权归原作者或机构所有)


